短信碼登錄
密碼登錄
獲取短信驗證碼
JS130減速機故障原因及處理措施
2023-10-31
作者:孫書強
來源:《裝備技術》
(版權歸原作者或機構所有)
某公司有四臺小3.8m×13m水泥球磨機,均配用重慶齒輪箱有限責任公司生產的JS130減速機,一期兩臺2004年5月投入使用,二期兩臺2008年5月投入使用,四臺減速機在使用過程中發生過多次嚴重故障。在檢修過程中,該公司通過不斷摸索和總結,找出了設備發生故障的真正原因,總結出了設備故障的維修方法和維護要點。經過近四年的運行實踐,取得了較好效果,保證了設備的正常運行。
一、使用中出現的問題
減速機在運行過程中振動較大,內部有異常響聲,軸承溫度明顯上升,導致主機跳停。
二、原因分析
該公司球磨機傳動裝置采用中心傳動形式,配套的JS130減速機采用中心傳動、功率雙分流、扭力軸均載、兩級減速對稱布置的結構形式(見圖1)。由于球磨機磨內裝載研磨體屬于偏心負載,運行過程中沖擊和振虧大,在這種負載的作用下,在長時間的運轉過程中,掘機輸入級大齒輪的輪轂與其空心軸的連接螺栓慢慢出現了輕微松動(見圖2),導致輪轂與其空心軸之間的定位銷子承受反復的剪切力,出現疲勞斷裂。疲勞斷裂首先發生在一側輸入級大齒輪上,由于兩側齒輪同步變化,進而引發另一側輸入級大齒輪負載增大,引起該側軸承溫度急劇上升,導致主機跳停。
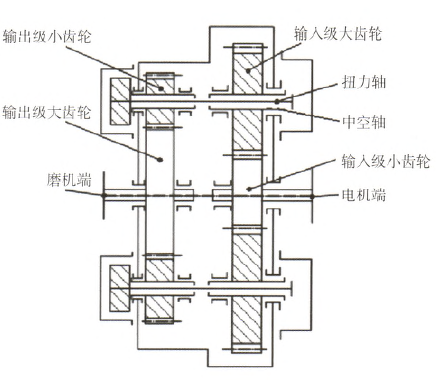
圖1 JS130減速機結構示意圖
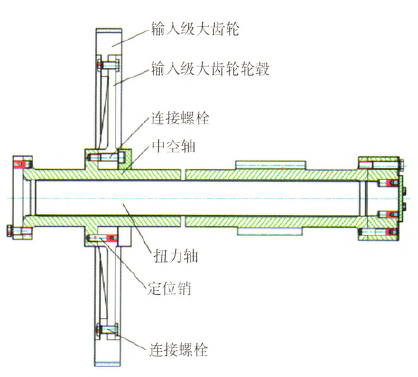
圖2 JS130減速機輸入級大齒輪裝配示意圖
三、處理措施
檢修時參照圖2按如下方法和步驟進行:
(1)拆除輸入級大齒輪,做好原裝配位置標記(含銷子裝配位置)
(2)拆除螺栓和銷子,解體輸入級大齒輪輪轂與空心軸。
(3)清洗修平大齒輪輪轂與空心軸之間的接合面,該步驟非常關鍵,務必做好清洗修平工作。
(4)用兩個原位置的銷子對稱定位并用螺栓鎖緊,測量大齒輪輪轂與空心軸之間的間隙≯0.05mm。
(5)測量原銷孔磨損尺寸,經測量需鉸Φ42mm的孔。
(6)鉸孔、配銷:銷子用42CrMo或40Cr材質,調質到硬度HRC30~35,銷子直徑比銷孔直徑過盈0.02mm,要求銷孔、銷子表面均勻光潔,粗糙度1.61μm。
(7)烘烤螺栓孔,清洗螺栓孔和銷孔。先擰緊螺栓,然后裝新銷子,復查大齒輪輪轂與空心軸之間的間隙≯ 0.05mm。
(8)松掉螺栓,用止退膠均勻涂抹螺栓螺紋部分,螺栓為12.9級圓頭內六角螺栓M36mm×150mm,其對應鎖緊扭矩值為2940N·m。螺栓先用內六角扳手擰緊至擰不動為止,然后用扭力扳手緊固,扳手力矩按500N·m、 1000N·m、1500N·m、2000N·m、2500N·m、2940N·m逐次增加的順序,將螺栓對角交叉擰緊。
(9)退出原兩根定位銷子和螺栓,按照其他銷孔尺寸鉸孔、配銷、清洗、安裝、緊固。
四、效果
回裝修復后的輸入級大齒輪,按正常負載試機,振動值符合要求,減速機內部無異常聲響,各軸承溫度均正常。
五、維護要點
(1)有計劃地定期檢查輸人級大齒輪空心軸與其輪轂,保證其接合面間隙<0.05mm。
(2)定期復緊箱體內所有螺栓和地腳螺栓。
(3)定期檢查箱體內各供油管道連接處,不得漏油。
(4)勤洗過濾器,確保潤滑油流量充分,油泵壓力<0.5MPa,供油壓力保持在0.25~0.33MPa之間。
(5)定期檢查油質。
(6)做好設備運行記錄。在記錄各測溫點溫度的同時,記錄油箱油溫、供油油溫、油泵壓力和供油壓力,為判斷后期的設備運行情況提供可靠的技術數據。
六、結語
多年的檢修和維護經驗表明:只要嚴格按照確定的維護要點對這種減速機進行定期維護和檢查,就能及時發現問題、消除隱患,避免重大設備事故的發生,為公司的生產提供有力保障。
