短信碼登錄
密碼登錄
獲取短信驗證碼
中厚板熱矯直機支撐輥軸承損壞原因分析及處理
2023-09-25
杜長學
(首鋼京唐鋼鐵聯合有限責任公司)
摘 要:對中厚板全液壓熱矯直機及其輥系(輥盒)結構進行介紹,針對熱矯輥盒支撐輥軸承損壞原因進行分析,重點從潤滑維護及改進方案進行介紹,并對曾發生的支撐輥軸承損壞明確原因進行說明,為同類型矯直機輥盒維護及改進提供重要的參考依據。
關鍵詞:熱矯直機;輥系;支撐輥軸承;抱死;油氣潤滑
0 引言
熱矯直機是中厚板產線重要的工藝設備之一,負責對軋制后(水冷后)鋼板進行矯平,提高鋼板平直度,使其滿足交貨要求。熱矯直機處于軋線主流程上,該設備的運行情況直接關系到整條線的產量及產品質量。2003年后國內中厚板生產線數量迅速增加,90%熱矯直機均采用全液四重式結構,該形式熱矯直機主要由機架、傳動裝置、輥系(輥盒)、調整機構組成,其中輥系(輥盒)是熱矯直機核心部件。某廠4300中厚板生產線熱矯直機為西馬克公司設計,國內某知名矯直機設備制造廠與西馬克公司合作制造,其中矯直機輥系為原裝進口件。2006年底熱矯直機投產,2007年6月第一次出現支撐輥軸承損壞故障,軸承損壞后造成支撐輥卡死,損傷矯直輥面,繼續矯直會造成鋼板表面壓痕,嚴重影響產品質量。自2007年6月至2018年熱矯直機輥盒支撐輥軸承使用壽命極不穩定,在機壽命從幾天到幾個月不等,多次出現新修復輥盒上機不足一周就出現支撐輥軸承損壞的問題,嚴重影響生產。針對熱矯機輥盒支撐輥軸承損壞問題,該廠技術人員曾與多個具有同結構熱矯直機的寬厚板生產線進行交流,均存在不同程度的類似問題。本文通過總結近年針對熱矯輥盒軸承故障處理的經驗,對熱矯直機輥盒支撐輥軸承損壞形式、主要的損壞原因及預防措施,重點從軸承潤滑角度進行了深入分析介紹,為同類故障處理及預防提供參考。
1 熱矯直參數及結構介紹
1.1 主要參數
矯直機形式:四重式全液壓矯直機;矯直力(平行輥縫、靜壓靠):3200t;矯直輥輥身長度:4300mm;矯直輥直徑:285mm;矯直輥數量:11根;矯直輥距:300mm;支撐輥數量:60根;支撐輥軸承型號:24130CCW33/C3;矯直速度:±2.5m/s;矯直鋼板溫度:450~1100℃。
1.2 熱矯直機主體結構(圖1)

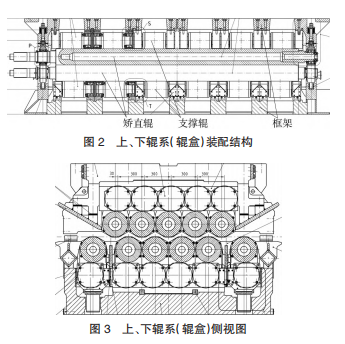
1.3 上下輥系(輥盒)裝配結構
上下輥系(輥盒)裝配結構如圖2、圖3所示。為適應高溫鋼板矯直,熱矯輥系軸承采用REBS油氣潤滑,矯直輥內通水冷卻。一套輥系有支撐輥軸承120盤,矯直輥軸承 22盤。鋼板矯直過程中矯直輥與鋼板直接接觸,支撐輥對矯直輥進行支撐,由支撐輥承受矯直力,并通過軸承及軸承座作用到框架上。由于矯直輥與鋼板直接接觸,矯直輥的表面狀態直接影響鋼板表面質量。每根工作輥由6根支撐輥支撐(靠入口出口為3根)。
2 故障現象
矯直機輥盒支撐輥軸承損壞后的現象如圖4所示,矯直輥輥面異常磨損(寬度與支撐輥輥身寬度接近)、支撐輥輥身出現嚴重磨損及藍色燒傷痕跡。軸承抱死故障絕大多數情況下發生在上輥盒,且以上輥盒中間4組支撐輥為主。

3 潤滑不足造成支撐輥軸承損壞
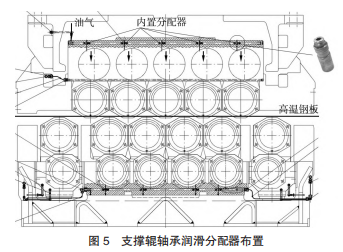
投產至今該廠熱矯輥盒支撐輥軸承損壞原因主要分為:潤滑不足、載荷超限、標定板厚度錯誤、壓縮空氣中含水、輥徑差過大等。根據投產至今輥盒故障數據資料分析認為,潤滑不足造成軸承損壞的次數至多。該廠熱矯輥盒為西馬克公司2004—2005年設計,支撐輥軸承采用油氣潤滑,采用軸承座內置分配器對連體軸承座的5個軸承的油量進行均勻分配,如圖5所示。
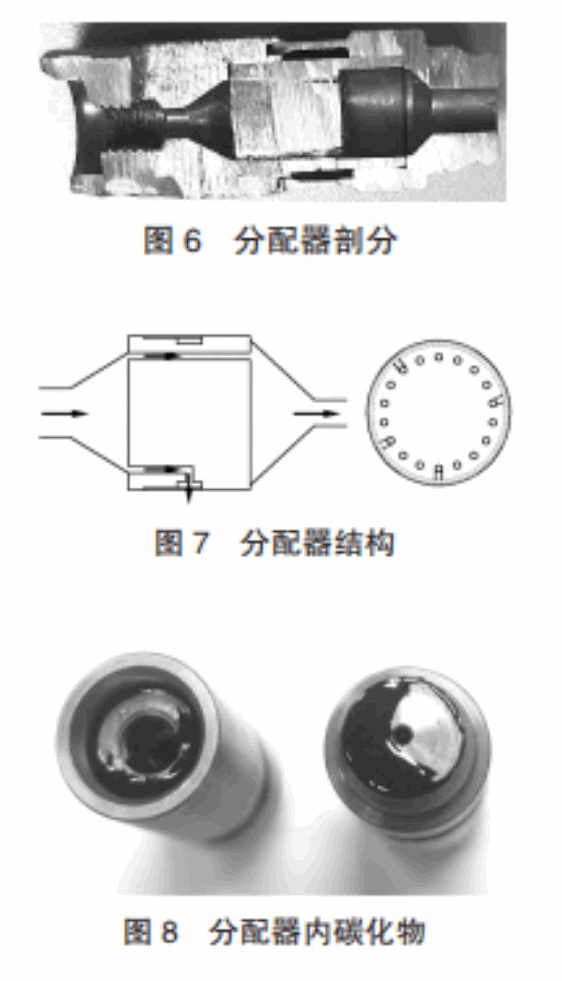
熱矯輥盒正常情況下需要定期下機解體維護,包括修磨輥面、軸承檢查、密封更換等項目,針對潤滑油路等。修復過程中往往只是對管路及分配器用壓縮空氣進行吹掃,檢查各潤滑點是否出氣,無法檢測油氣分配是否均勻。經過對故障輥盒的內置分配器結構進行剖分研究,發現分配器內部結構復雜,如圖6、圖7所示,共有18個小孔(孔徑 0.6mm),4個孔通向當前軸承,其余14個孔繼續傳向?一級。根據分配器原理,若其中個別少量孔堵塞,比如4個孔中的2個孔堵塞,就會造成當前軸承潤滑油量縮減為 1/2,類似堵塞問題很難通過壓風吹掃檢測出異常,這就會造成不正常的分配器繼續上機,繼而造成軸承因潤滑不足而快速損壞。對拆下的分配器豎立放置2d發現有黑色液體流出,類似墨汁(圖8、圖9),分析認為這是由于上輥盒長期受高溫鋼板烘烤而出現的潤滑油碳化,特別是上輥盒熱輻射顯著大于下輥盒,這與絕大部分支撐輥軸承損壞問題發生在上輥盒中間部位也可關聯上。
綜上,輥盒檢修過程中容易發生由于內置分配器內淤積的碳化物清洗疏通不徹底造成潤滑油分配不均,造成部分軸承由于潤滑不足而損壞(圖10)。

4 輥盒油氣分配器的維護清洗方法
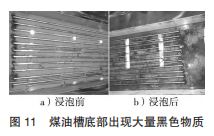
針對分配器(含內置、外置分配器)的維護與REBS技術人員溝通,正確的維護清洗方式是:將各分配器在煤油槽中浸泡2d,浸泡后煤油槽底部出現大量黑色物質(圖 11)。然后用清潔壓風正、反向吹掃后,再到新煤油中沖洗即可。另外,內置分配器短節連接處的O形圈在每次修復時均需更換新件。
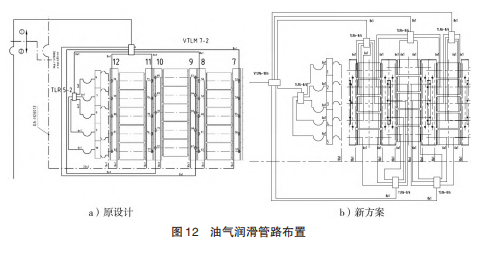
5 輥盒油氣潤滑管路布置改進方案介紹
5.1 原設計內置油氣潤滑分配器的缺點
西馬克公司設計的熱矯輥盒支撐輥軸承潤滑,采用連體軸承座內安裝內置分配器的形式(圖12a)),內置分配器有如下主要缺點:
(1)價格昂貴,一套輥盒,僅內置分配器需30萬元以上。
(2)拆解安裝精度要求高。
(3)分配器本身為不可拆解結構,徹底清洗維護困難。
(4)上輥盒軸承座的內置分配器長期處在高溫環境下,易出現積碳,由于通孔僅 0.6mm,極易堵塞。
5.2 新熱矯輥盒油氣潤滑油路設計方案及優點
目前新設計的油氣潤滑管路布置方案為:取消內置分配器,增加二級外置分配器,通過不銹鋼管路(Ф6mm×1.5mm)直通每個潤滑點(圖12b)),新方案優點如下:
(1)外置分配器價格僅是內置分配器的1/3。
(2)外置分配器位置溫度低,不會出現碳化堵塞問題。
(3)外置分配器結構簡單,可解體徹底清洗,維護方便。
5.3 SKF 新型密封高溫潤滑脂軸承在熱矯機輥盒中的應用
為解決熱矯輥盒的軸承損壞壽命問題,SKF新研發升級版的密封軸承,在某鋼廠 5000產線和某鋼廠4200產線熱矯機均得到了很好的使用。有如下優點:
(1)取消油氣潤滑系統,可完全消除稀油消耗成本,消除油氣潤滑系統維護成本。
(2)去除油氣管路堵塞造成軸承欠潤滑影響。
(3)采用高溫油脂填充,保證軸承自潤滑效果,降低溫度對軸承潤滑的影響。
(4)使用升級版SKF密封軸承,軸承實際使用壽命大于開式軸承,可以多次重復使用。
6 其他軸承損壞原因
除潤滑原因外,曾經發生過的明確的損壞原因有:
(1)模型系數設定錯誤,造成超載。
(2)高強鋼頭尾板形問題,造成單個軸承過載。
(3)標定板厚度錯誤。造成輥縫標定出錯,造成過載。
(4)頻繁超矯直能力曲線進行超極限鋼板矯直。
(5)油氣潤滑壓縮空氣中含水。
(6)支撐輥輥徑差過大。
7 結論
對中厚板軋機應用廣泛的全液壓熱矯直機結構進行介紹,針對潤滑原因造成的熱矯機輥盒支撐輥軸承抱死問題進行深入分析,并提供了有針對性的維護要點。同時將目前新的潤滑管路布置形式與原布置形式進行了對比。并指出其他造成矯直機支撐輥軸承抱死的6個主要原因,為同類型矯直機的輥盒維護改進提供重要參考依據。
【參考文獻】
[1]李嬋,孫啟國.油氣分配器的結構設計與性能仿真[D].北京:北方工業大學,2013.
[2] 崔甫.矯直原理與矯直機械[M].北京:冶金工業出版社,2005.
[3]謝鵬飛,董志偉.淺談油氣潤滑分配器的維修和維護[J].河北冶金,2016(4)77-79.
來源:《設備管理與維修》2022年第23期
(版權歸原作者或機構所有)
